

can be carried out with the root in the pulling direction. This allows the quality of the root to be assessed using the destructive test.
An unusual special form of welding is ‘both sides at the same time’, in which a welder stands on each side of a thick-walled component. The weld pools of the two welders meet in the middle without there actually being a root.
- root of weld
- корень шва
- корень сварного соединения
Содержание- Тематики
- EN
- Тематики
- EN
- DE
- FR
- Смотреть что такое «root of weld» в других словарях:
- Смотреть что такое «root of weld» в других словарях:
- Тематики
- EN
- Тематики
- EN
- Тематики
- Синонимы
- EN
- См. также в других словарях:
- What Is The Root Pass In Welding?
- Other Passes Used In Multi-pass Welding
- Structure of Welding Symbol
- 1. The Arrow
- 2. The Reference Line
- 3. The Tail
- Root Pass Technique In Pipeline Welding With SMAW
- Root Pass With TIG Welding
- The Orientation of the Weld
- Supplementary Symbols
- Weld Contour
- Finishing Symbols
- Some Finishing Symbols Examples
- Weld All-Around
- Flag Pole
- Melt-thru and Backing Bar
- Melt-thru
- Backing Bar
- Back/Backing Weld symbol
- Back Weld Example
- Backing Weld Example
- Consumable Insert
- Spacer
- Multi-Process operation
- Additional Tail Information
- Type of Welds and Their Symbols
- Fillet Welds
- Groove Welds
- Square Groove Welds
- V Groove Welds
- Bevel Groove Welds
- U groove Weld
- J Groove Welds
- Flare V-Groove Welds
- Flare Bevel Groove Welds
- Plug and Slot Weld Symbols
- Surfacing Welds
- Spot Welds
- 1. Simple Spot Weld Example
- 2. Spot Weld, No Side Significance Made Using a Spot Resistance Welder
- Seam Welds
- Stud Welds
- Edge Welds
- 1. Simple Flange Edge Weld Example
- 2. Edge Weld Triple Sheet Metal Plates with Length and Spacing Defined
- Common Root Pass Issues
- X-Ray Testing Root Pass
- Useful Literature to Help You Understand Symbols
- 1. Standard Welding Terms and Definitions including Terms for Adhesive Bonding, Brazing, Soldering, Thermal Cutting, and Thermal Spraying
- 2. Standard Symbols for Welding, Brazing, and Nondestructive Examination
- 3. Welding Symbols Quick Chart
- Common Weld Symbols
- Elementary Symbols
- Complementary Symbols
- Numbers in Welding Symbols
- Location of Elements of a Welding Symbol
- Root (welding technique) — Wurzel (Schweißtechnik)
- Final Thoughts
- Resources:
Тематики
- металлургия в целом
EN
- root of weld
Тематики
- сварка, резка, пайка
EN
- root
- root of weld
- weld root
DE
- Nahtwurzel
- Schweißnahtwurzel
- Wurzel
FR
- racine de la soudure
Англо-русский словарь нормативно-технической терминологии.
.
.
Смотреть что такое «root of weld» в других словарях:
- root of weld
Корень сварного соединения.
Точки, как показано в поперечном сечении на рисунке, в которых наплавленный валик пересекает поверхности свариваемых деталей, находящихся на минимальном расстоянии друг от друга.
Англо-русский словарь терминов металлургии и сварки.
.
Смотреть что такое «root of weld» в других словарях:
Detecting unwelded roots with non-destructive methods such as is possible, but not always reliable. friction stir welding,the end faces of the butt joint in the unwelded root area are pressed so closely together ( ) that they cannot be found using conventional ultrasonic methods as long as they are smaller than the resolution of the test method. If the unwelded root is less than 0.3 mm deep, detection with the ultrasonic method is usually not possible.
in the butt joint, the root is on the side that is not accessible to the welder, e.g. B. because the component is on a table or on the inside of a pipe. With multi-layer welding, the root pass may be produced with a different welding process (e.g. ) than the filler and In exceptional cases, the root is welded from the root side, ie the other side than the subsequent layers.
Due to the often high tensile loads in the root, the faultless manufacture of the root is of great importance. In many cases, unwelded roots are therefore not permitted. In particular, when using a pool protection, ie a groove in the base supporting the components, a targeted elevation of the roots is sought. Elevation of the seam in the root area leads to a and influences the flow behavior in pipelines and is therefore not permitted in many cases. In special cases, the root is
A lot of technical information has been written on the root pass. But for a beginner, it can be difficult to digest. Hopefully, we can boil it down to the basics. Most welds, whether MIG, TIG or Stick are made in multiple passes, particularly when the metal is over ¼” thick. Even on 1/8” to 3/16” metal two passes may be a good idea. The first pass is called the “root” pass. It anchors and supports all the other welds. In truth, in many cases the root weld may end up only a few thousandths thick after proper cleaning and grinding takes place, but it does serve as a foundation for the other welds.
A root pass is made on beveled material, or in filet welds to achieve 100% fusion without having to weld both sides. A proper root weld will actually melt through the other side, forming a bead on the backside of the weld. It should more or less resemble the front side of the weld in appearance. Typically it will not be as wide on the backside of the weld as the front, but the width of the bead on the backside should be consistent. Usually, it is performed with an ER 6010 or an ER 6011, which offer great penetration to achieve the fusion needed. However, these welding rods are somewhat difficult to manage, and create problems with cleaning up the welds. In this case a grinder may even be used to erase some of the root weld to make sure the slag is completely gone.
Some places are now forbidding the use of 6010/6011 welding rods, and are requiring that the weld be performed with a 7018 all the way out. That is fine, as long as it is called for by the engineer. The slag releases easily but penetration is difficult to achieve. A key hole is usually made in front of the weld with the 6011 so that you can see the penetration. But the 7018 doesn’t allow for the same kind of rod manipulation which creates the key hole, so it can be tricky. A simple stringer bead will be used. A small rod welded at the upper end of the rod’s amp range, and a good root gap are required. Only a few places are requiring this type weld now, and the 6010 is still the standard. The 6010 requires a stepping or whipping motion that moves the welding rod in and out of the weld in a forward to back motion to create a keyhole and fill the hole with the weld. Whatever the type of weld, or position, root pass welding will be necessary. Careful practice of root technique is required.
Depending upon the end-use or service conditions of the weld joint the welding engineer or designer may choose between an open or closed root. Closed roots occur when the adjacent members touch each other with no gap or space between the two. On the other hand, the open root has a predefined gap or space. We call that space between the two joints the root opening.
The open root is usually used to join complete penetration joints between the welded members. When we think of penetration we usually think of how much the welding melted in or depth of bond between the two adjacent surfaces. The open root may also allow the backside of a joint to be welded from the front side. An example of this might be pipe that is joined to handle high-pressure, or high strength joints.
If adjacent members don’t need to be completely welded through the full thickness or what we might call partial penetration, it may be acceptable to use a closed root opening. We can also use the closed root on full penetration welds as well. When using closed roots for full penetration welds we either need to chip, grind or gouge out the unwelded section from the opposite side prior to welding.
There are a number of factors that can also guide the decision whether to use an open or closed root joint when welding. Most important is usually the thickness of the base metal that we are trying to join. Thin materials usually will not tolerate a large root opening for most welding processes Thicker metals may use open root joints to aid with increasing penetration of the parts being welded.
Position will also affect the type of root opening we use. If we are making the weld the flat position the liquid from the puddle may drop through and causes problem. If we need to make a pipe weld in the 5G position where the pipe is running in the fixed horizontal position then an open root may be required. In almost all situations where a back up bar is used an open root is used with the backup bar spanning the back of the weld joint. Many times this back up bar is left in place after welding of the open root joint.
Depending upon the type of material may also influence whether or not we use an open or closed root joint. Some materials don’t work well with open root joints on full penetration welds. Materials that have what we call hot shortness or lose strength at high temperatures are good examples of open root joints and materials that don’t work well together. Aluminum is a good example of a material that works well as a full penetration weld using a closed root opening.
MIG welding of open root joints using short circuit transfer is a good example of a great combination of process and open root welding. Many contractors prefer to join pipes together made from carbon steel using the short-circuiting transfer method of gas metal arc welding the root pass. In some locations and uses, this is replacing the use of Gas Tungsten Arc Welding for root pass applications.
root of weld
Англо-русский словарь нормативно-технической терминологии > root of weld
root of weld
Корень сварного соединения.
Точки, как показано в поперечном сечении на рисунке, в которых наплавленный валик пересекает поверхности свариваемых деталей, находящихся на минимальном расстоянии друг от друга.
Англо-русский металлургический словарь > root of weld
root of weld
Универсальный англо-русский словарь > root of weld
root of weld
корень шва, вершина сварочного шва
Англо-русский строительный словарь > root of weld
Англо-русский словарь нормативно-технической терминологии > weld root
- хвостовик (лопатки турбины)
- хвостовая часть
- корень шва
- корень (мат.)
- корень
- извлекать корень (мат.)
- впадина резьбы
Тематики
- электротехника, основные понятия
EN
Тематики
- электротехника, основные понятия
EN
Тематики
- электротехника, основные понятия
Синонимы
EN
Англо-русский словарь нормативно-технической терминологии > root
Англо-русский строительный словарь > root
Англо-русский технический словарь > weld
3) сварной шов; сварное соединение
English-Russian scientific dictionary > weld
сварной шов, сварное соединение; сваривать, соединять сваркой
— сварной шов, наплавленный узкими валиками
English-Russian big polytechnic dictionary > weld
1. n корнеплод
2. n корень, отдельное растение
to root away — ликвидировать, уничтожать; вырывать с корнем
3. n основание, корень
— алтейный корень, корень алтея аптечного
— пускать корни; укореняться; укорениться
4. n родоначальник, предок, корень; род, давший много ответвлений
— вырывать с корнем; выискивать; выискать
5. n причина, источник
6. n база, основа
— основная причина, первопричина
7. n корни, связи; привычное окружение
8. n библ. отпрыск, потомок
9. n мат. корень; радикал
10. n муз. основной тон аккорда
11. n тех. вершина
12. n тех. хвост
13. n ав. комель; корневая часть
14. v пускать корни; укореняться
15. v сажать, высаживать
16. v внедрять
17. v внедряться
18. v преим. разг. корениться
19. v приковывать, пригвождать
20. v выкорчёвывать
21. v рыть землю рылом
22. v рыться, искать
23. v амер. поощрять, ободрять
24. v амер. поддерживать; желать успеха
1. base; basis; bedrock; cause; cornerstone; footing; foundation; fundamental; ground; grounds; groundwork; infrastructure; motive; reason; rudiment; stem; substratum; underpinning
2. be-all and end-all; bottom; center; centre; core; essence; essentiality; focus; gist; heart; hub; kernel; marrow; meat; nub; pith; quick; quintessence; quintessential; rock bottom; soul; spirit; stuff; substance; virtuality
3. derivation; fount; fountain; fountainhead; inception; mother; origin; provenance; provenience; rootage; source; spring; well; wellhead; wellspring; whence
4. underground plant growth (noun) bulb; radix; rhizome; rootlet; rootstock; root-stock; taproot; tuber; underground plant growth
5. applaud; boost; cheer; clap; encourage; rise to; support
6. dig; discover; expose; reveal; uncover
7. connect; embed; entrench; fasten; fix; infix; ingrain; instil; lodge
9. take root (verb) develop; germinate; sprout; take root; thrive
bury; cover; separate; taunt
English-Russian base dictionary > root
Англо-русский технический словарь > root
1.сваривать; соединять сваркой
— шов, полученный дуговой сваркой
2.сварка; сварной шов
English-Russian dictionary on nuclear energy > weld
1. n тех. сварной шов, сварное соединение
2. v тех. сваривать
3. v тех. свариваться
4. v тех. сплачивать, объединять
bind; bond; cement; connect; glue; join
English-Russian base dictionary > weld
2. укореняться; внедрять
— пускать корни; укореняться; укорениться
The English-Russian dictionary general scientific > root
English-Russian dictionary of mechanical engineering and automation > root
1. вырывать с корнем; выискивать; выискать
abate; abolish; annihilate; blot out; clear; eradicate; erase; exterminate; extinguish; extirpate; liquidate; murder; obliterate; remove; rub out; snuff out; stamp out; uncreate; uproot; wipe out
English-Russian base dictionary > root out
English-Russian big polytechnic dictionary > weld root
корень; укореняться; внедрять
English-Russian big medical dictionary > root
корень сварного шва; корень; хвостовик (лопатки турбины)
English-Russian dictionary on nuclear energy > root
См. также в других словарях:
What Is The Root Pass In Welding?
Root pass is a base or fundamental layer used in multi-pass welding to reach the desired thickness. The first weld bead creates a foundation for all subsequent passes, so it should be solid, durable, and strong.
The integrity of the entire multi-pass weld bead can depend on the welding parameters, skill, and technique of the welder.

Therefore, welders must be careful to get the best final weld bead. We can compare multi-pass welding to building a house. If your foundation is bad, the entire hose could collapse. It is the same with multi-pass weld. If your root pass has defects, the entire weld can collapse.

Due to high deposition rates and travel speed, root pass welding in the oil and gas industry and pipeline welding is usually done with Shielded Metal Arc Welding (SMAW). However, combination welding with TIG root pass, Stick hot pass, and cap pass can be employed in specific applications. Combo welders should be capable of successfully using different welding methods to achieve the best results.
Remember that the term can vary, so some welders refer to root pass as start pass or initial pass. However, these all denote the first pass, or the root pass in the weld joint.
Other Passes Used In Multi-pass Welding
If the root pass doesn’t go as planned, welders can use a hot pass. A hot pass is employed immediately after the root pass, always within five minutes, and it can help welders smooth or resurface the initial pass. As a result, you will spend less time grinding or brushing the starting pass.
To correct the issues with the root bead, you should use slightly more power. A few more amps with your welding machine will penetrate the surface of the weld root, solving the issues with incomplete fusion or turning convex into a concave weld bead.
After building the foundation of your weld bead, you will have to fill the beveled joint. To reach the desired weld depth, a fill pass is employed.
As the bevel thickness in the base metal rises, the number of subsequent passes increase. Therefore, multiple weld beads are used to deposit just the right amount of filler metal.

Once you have deposited enough filler metal, you should employ a cap pass. Capping is done with a stringer bead or weaving motion, and if you spend some time welding, you can even get some great-looking weld beads. As a result, your cap is like a cherry on top of the well-welded pipe cake.
When the weld bead is subjected to high stress, you can use multiple cap passes on the weld metal to reinforce it. While root pass is usually done with E-XX10s, filling and capping use 7018 electrodes.
Structure of Welding Symbol
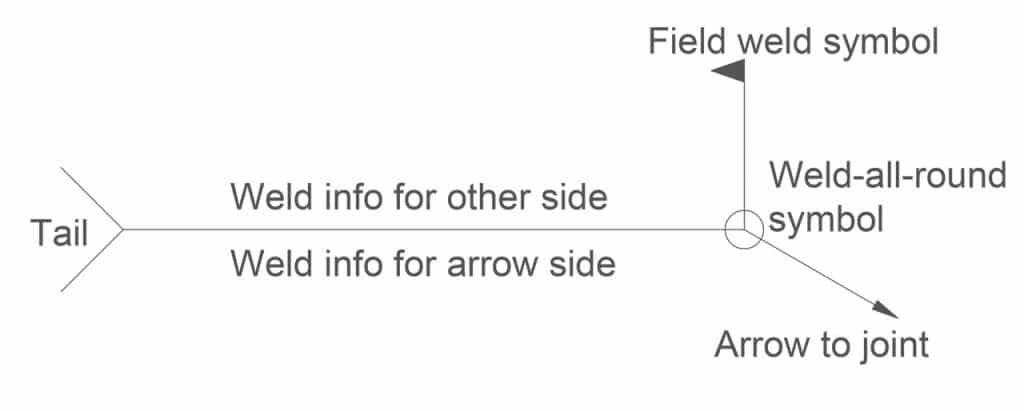
Weld symbols come with an arrow that points to the direction of the drawing where a weld needs to be made. The arrow line is connected to a leader line which is intersected with a horizontal reference line.
You can also find a tail at the opposite end of the reference line which then branches off in two different directions. The tail is an optional element.
1. The Arrow
The arrow is the main element of weld symbols. The arrow line points towards the place that is supposed to be welded. The stem of the arrow should not be depicted as a horizontal line on the drawing.
Being that welding symbols specify the joint that the arrow side is pointing towards as well as a change of direction and a change of geometry of the end of the joint a multiple arrow welding symbol can be added.
2. The Reference Line
Reference lines are important welding symbols drawn as a straight line horizontally across the drawing. The reference line arrow also contains additional details about the welding itself. It can contain some valuable information like the joint design, the weld pattern, the weld size, etc.
Both the upper and the lower reference line have the same elements for both sides. The main difference is the info about where one actually needs to weld. The lower part is a narrow side where the arrow indicates what side to weld based on the provided elements. The elements given on the upper part describe the other side of the joint.
This info is very useful when each side comes with different details of the joint. Also, it helps to diminish the usage of too many welding symbols in one joint.
3. The Tail
The tail is the third weld symbol part. It is drawn at the end of the reference line opposite the arrow. It usually contains information for which there is no provision elsewhere. The tail can provide info about the welding process, the reference document, and the examination process.
However, the tail doesn’t have to be there, it depends on the need for additional information. If provisional info is not relevant, the tail is omitted.
Root Pass Technique In Pipeline Welding With SMAW
Since root passes are commonly used in pipe welding, we will give you some advice on the welding technique. Commonly, a 5/32 size all-position cellulose E-XX10 welding electrode is used (6010, 7010, 8010). The common travel speed is 12 inches per minute, and the pipe is welded with reverse (DC+) polarity.
The root pass with these electrodes and others that are primary cellulose coating is done using the drag (pull) technique, as the electrode touches both parts of the pipe, creating a weld pool.

You should drag the electrode in the vertical downward progression while it is positioned perpendicular to the pipe. If you’ve done everything right and used the proper technique, a small keyhole appears. For root pass, the current should be set as high as necessary, while the open circuit voltage (OCV) is set as low as possible. However, you should be able to strike an arc without sticking and get the right size keyhole.
In my experience, beginners can have issues maintaining a stable arc and good penetration.
Therefore, if the keyhole is getting too big and out of control, you should:
- Reduce the heat
- Increase the travel speed
- Increase the drag angle along with the travel speed
- Lower down the pressure, reducing the weld penetration and keyhole size
If the keyhole doesn’t appear, you are doing something wrong. So to solve it, you should:
- Maintain short arc length with good penetration
- Tune up the heat
- Reduce the travel speed
- Apply more pressure to get better arc results.
Of course, these are just general recommendations and basic guidelines, and the given welding parameters will depend on conditions and configuration. Nonetheless, they can help you get the best results.
Root Pass With TIG Welding
Certain pipe welding applications such as welding stainless steel or aluminum pipes in buildings, heating, and power plant pipes will require a TIG welding root pass. GTAW is used due to outstanding weld quality, cleanliness, and aesthetics.
Welding a root pas with GTAW is significantly more complicated, as you will need detailed weld preparation and high skill to perform it. Firstly, you will need to bevel the pipes, clean the joints and grind approximately one inch on the inside and outside to remove the mill scale.

Depending on the filler metal size, the root opening should be 1/16″ to 1/8 of an inch. You are ready to do weld once you align and tack the pipes to get an even gap.
In the US, there are two common techniques for TIG welding root pass. In northern states, the welders lay the filler metal along the root opening and then walk the cup around it. Meanwhile, welders in the southern states use smaller diameter filler, which is fed through the root and from the inside of the pipe.
Regardless of the technique, the shielding gas, commonly argon, plays a crucial role in ensuring the best results. Welders must ensure wind or draft doesn’t blow away the shielding from the weld pool. But compared to other processes, TIG welding root pass will also require back purging, as both the outer and inner parts of the root must be crucially clean.
So while TIG welding root pass is significantly harder than shielded metal arc welding, pipe welders that are familiar with the technique won’t have any issues finding a job.
The Orientation of the Weld
When you see that the type of weld is placed below the reference line it means that the weld should be on the same side of the joint as the arrow side. But if it is placed above the line, then it is supposed to go on the opposite side of the joint. However, if the symbol appears both above and below then both sides of the joint need to be welded.
Supplementary Symbols
Supplementary symbols are additional symbols that provide supplementary information about the final product and are added to the welding symbol itself.
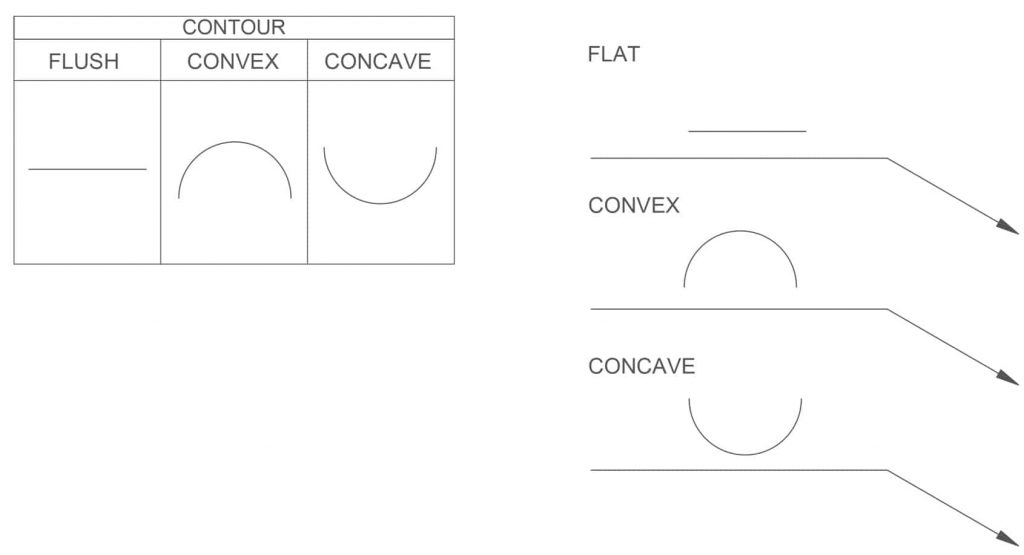
Weld Contour
Weld contour indicates how the surface of the weld should look like in the end. It states if it should be flush, concave or convex surface. This is indicated by a line that is either straight, convex, or concave along with the symbol that represents the type of weld or at the weld groove angle on the symbol. See the example below for the symbol and another applied example in the next subheading about the finishing symbols.
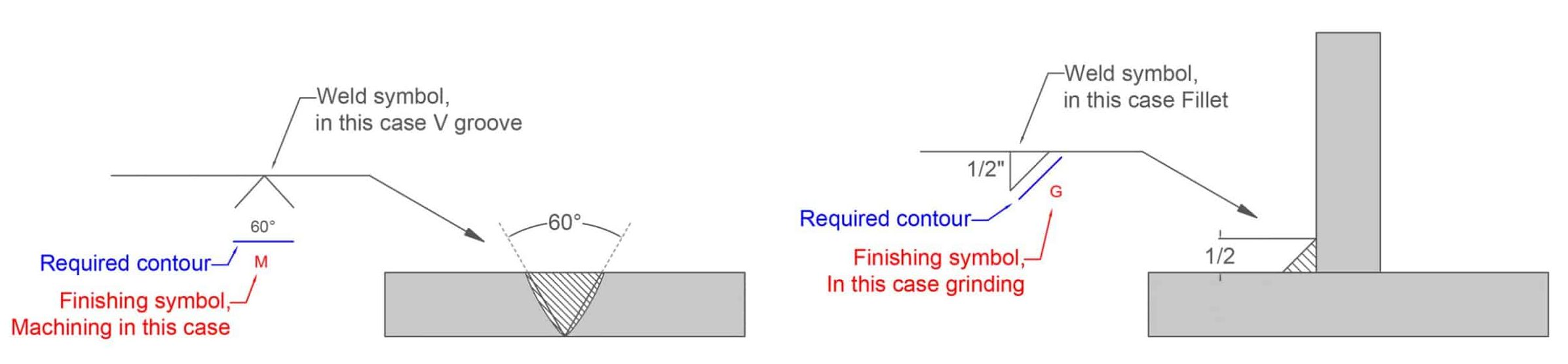
Finishing Symbols
The finishing symbols explain how to achieve the desired weld contour. They indicate a specific process that is to be used. This is indicated on the weld symbol with a letter and each letter represents a process. You can see the letters and their meanings here:
- C = Chipping
- M = Machining
- G = Grinding
- H = Hammering
- P = Planishing
- R = Rolling
- U = Unspecified
Some Finishing Symbols Examples
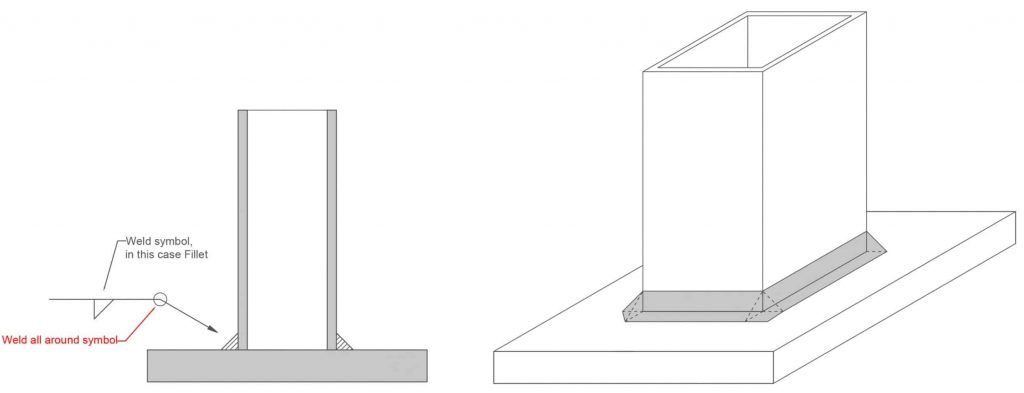
Weld All-Around
The weld-all-round circle designates that the fillet weld needs to be placed all around the entire joint. Just like the name suggests! The symbol is simple. A circle is placed where the arrow lin and the reference line intersect.
Flag Pole
If you see a flag pole on the welding symbol then you should know that the weld is to be made on site instead of the weld shop. This basically means “filed weld – make it on the site”. If the weld symbol doesn’t have the flag pole then it should be made in the shop instead.
Melt-thru and Backing Bar
The melt-thru and backing bar are commonly used symbols with the groove welds and they both indicate the complete joint penetration with a one-sided groove weld.
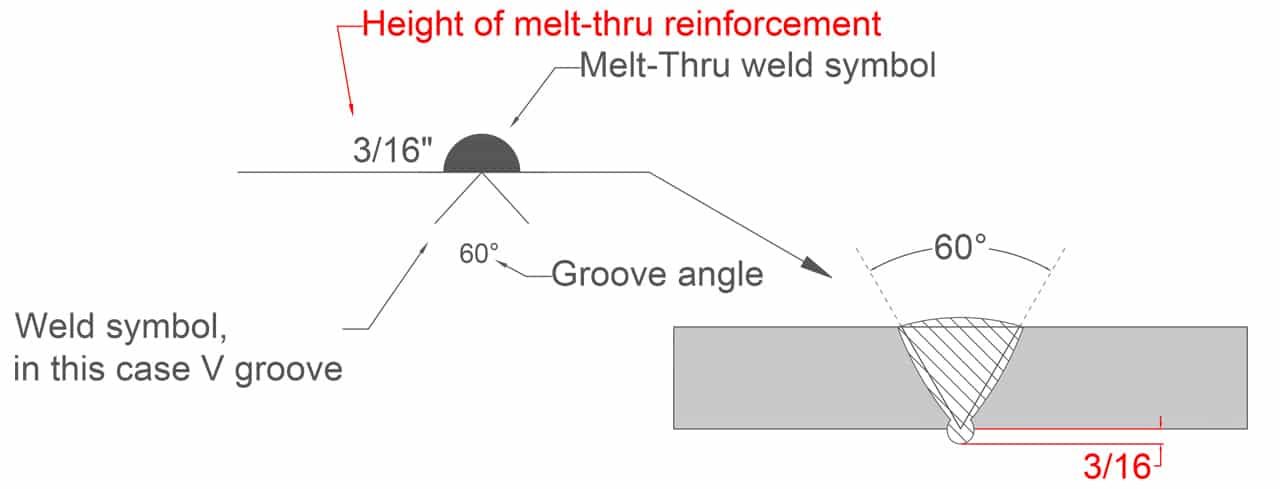
Melt-thru
When it comes to the melt-thru symbol the root should be reinforced with weld metal on the back of the welded joint. If the height of the reinforcement is indicated then you should make sure that it is achieved. If indicated it will be on the left side of the melt-thru symbol which is located across the reference line from the main weld symbol. See the example below.
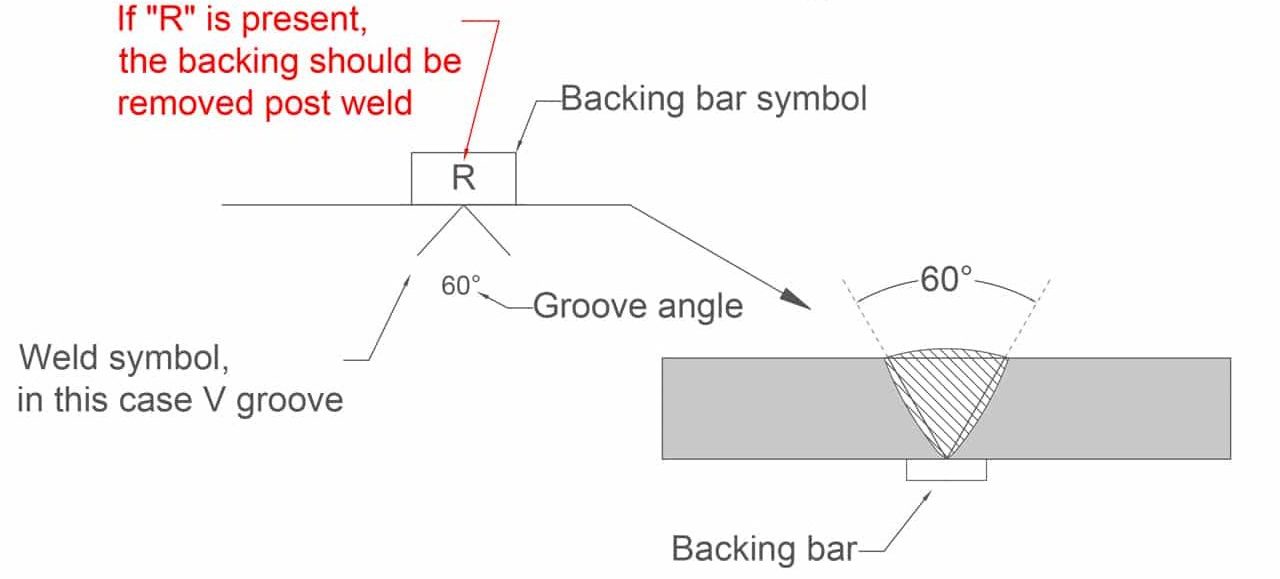
Backing Bar
When this symbol is used to make the complete joint penetration it is located across the reference line from the basic symbol just like the melt-thru symbol. If the letter “R” is placed inside the backing bar symbol then the bar needs to be removed post welding. If there is no letter then the bar should remain in place.
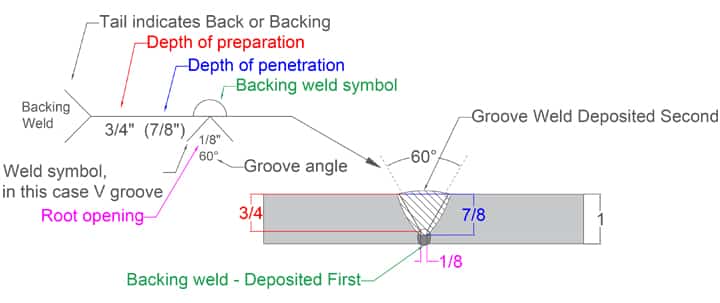
Back/Backing Weld symbol
These two similar welds use the same symbol but are different. The backing weld is deposited before the main weld in the groove. Something like a pre-weld.
The back weld on another hand goes after the actual weld. You flip the welded piece and give it a back weld in the groove.
Back Weld Example

Backing Weld Example
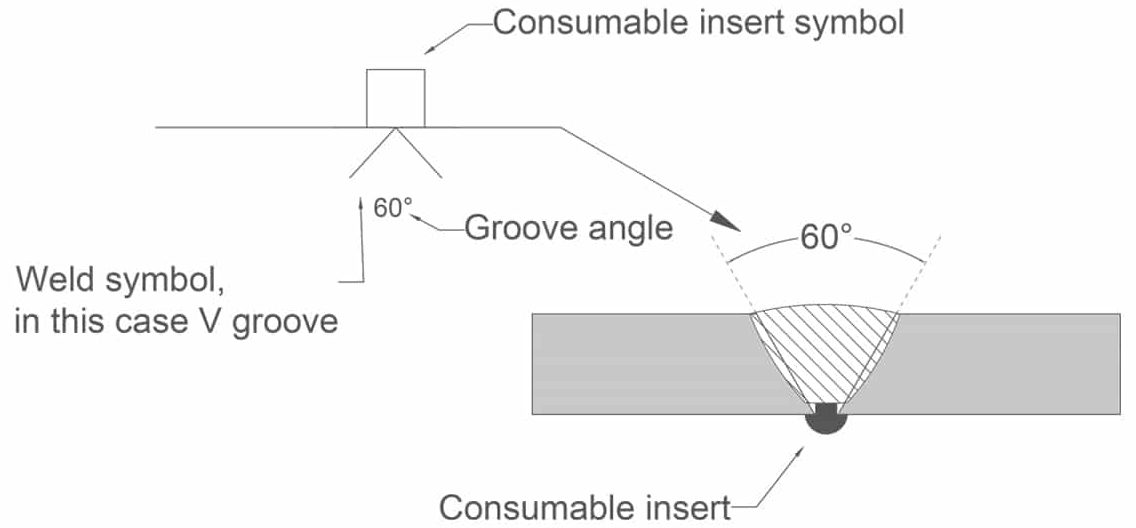
Consumable Insert
If an insert is used within a welded joint that needs to become a part of the weld it is designated using the consumable insert welding symbol. This symbol should have a specified shape, size and material. Similar to the two above, this symbol is also placed on the opposite side of the groove weld symbol.
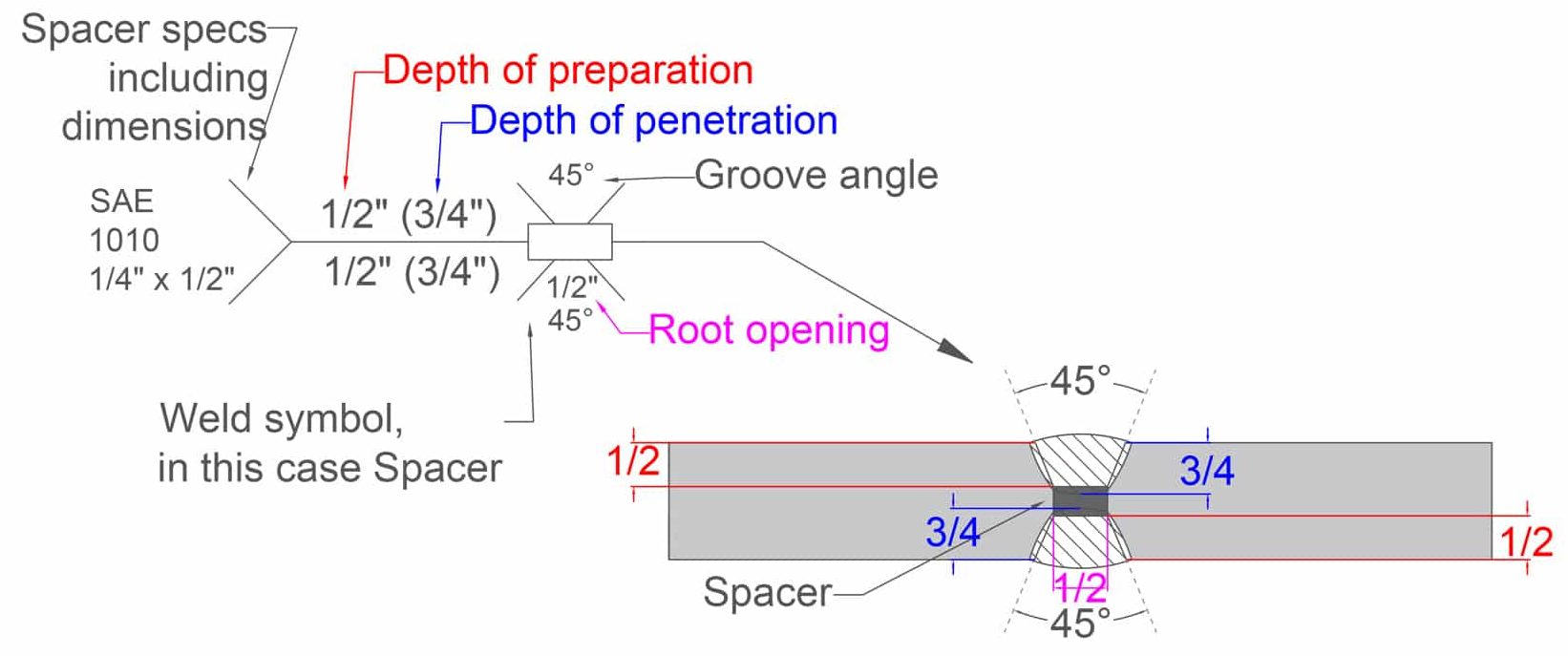
Spacer
Spacers can be used with double groove welds. In the case of these welds, the bottom and the top are prepared according to their specified angle and depth of preparation and the spacer is added to the middle of the groove.
This symbol breaks the reference line as a rectangle that sits between the double groove welds. If the depth of penetration is deeper than the depth of preparation, the weld should penetrate into the spacer as shown in the example below. The spacer specification should be provided in the tail. Root opening presents the width of the spacer itself.
Multi-Process operation
If there are multiple steps involved in producing a certain weld there can be multiple reference lines. These lines are connected to a single arrow. Every line represents its own operation and they are operated in a sequence that begins with the line nearest to the arrow.
Additional Tail Information
While welding, a welder may need some added info about the fillet weld or the welding process that needs to be used to finish the project properly. This information is provided as a tail at the end of the reference line. The type of info that could be added to the tail includes tolerance information, which can vary based on the size. One should consult the welding symbol chart before starting.
Type of Welds and Their Symbols
A welding position will also come with a basic welding symbol that is usually found at the center of the reference line. It could also be placed above or below the line as it depends on which side of the joint it’s on. These weld symbols are usually displayed as a cross-section of the weld.
Fillet Welds
You have already seen some examples of the fillet weld above.
The Fillet weld is used to create lap joints, corner, and T joints. This weld has a close to triangular cross-section similar to what its symbol looks like. But keep in mind that it’s shape can also deviate from the right triangular or isosceles triangle.
When making a fillet weld the weld metal gets deposited in the corner that is formed by the two elements to be joined. The weld then penetrates and fuses with the elements to form a solid joint.
Groove Welds
Groove is one of the most common welds you will come across in your welding career. It is often used to weld edge-to-edge joints but that is not where its use ends. This joint configuration can be used with T joints, corner joints, joints binding flat and curved elements, and so on. Knowing how to do this well and how to read its symbols is paramount to being a quality welder.
There are a lot of ways to make this weld and they mostly have differences based on geometry and edge preparation. Now let’s see the different types and their examples!
Square Groove Welds
Square groove weld means that you won’t be beveling the edges at all. This weld is made by using a tight fit between the edges of the pieces or by giving them a root opening (separating them slightly as instructed on the symbol).
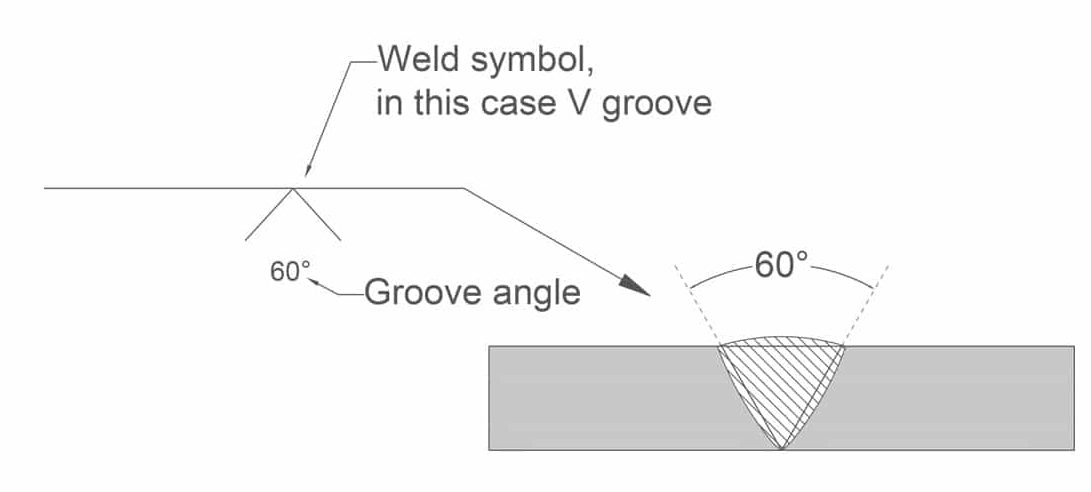
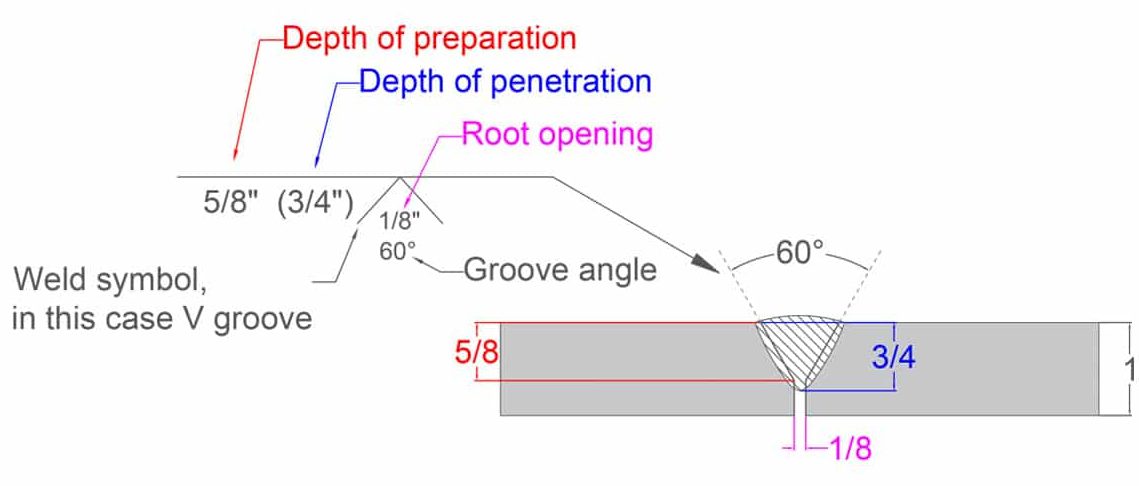
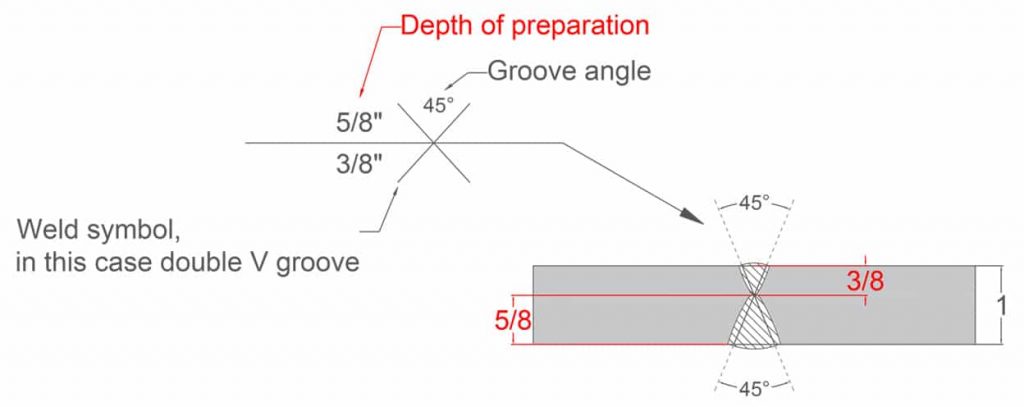
V Groove Welds
Now the situation gets a bit more complex. The edges of the V groove weld are to be chamfered in order to make a V-shaped opening between the pieces where the weld gets deposited. The symbol can hold multiple variables like the angle between the pieces, root opening, weld penetration and preparation, and of course any additional information in the tail.
1. Simple V Groove Example
2. V Groove With Root Opening Example
3. Double V Groove Not Equal Depth Example
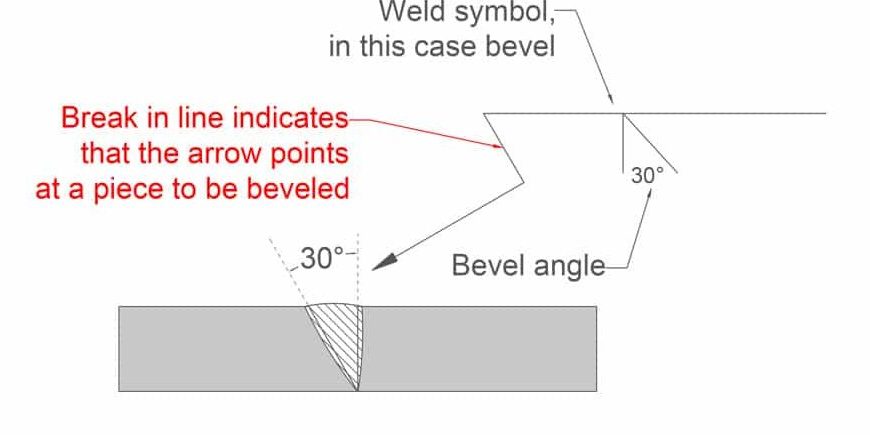
Bevel Groove Welds
This weld is made by chamfering one piece while leaving the edge of another squared. Keep in mind that the bevel symbol’s perpendicular line always remains drawn on the left side on the symbol regardless of the weld orientation.
We can have a side significance or no side preferences with the bevel weld.
If a certain side is designated to receive the bevel then the engineer will specify this in the symbol by breaking the arrow line and pointing it toward the piece that’s to be beveled. If there is no side significance then it is up to the welder to choose the bevel side.
Similar to the V groove the welding symbol can contain information such as the opening angle, depth of penetration, preparation, and root opening.
1. Bevel Groove With Root Opening, No Side Significance
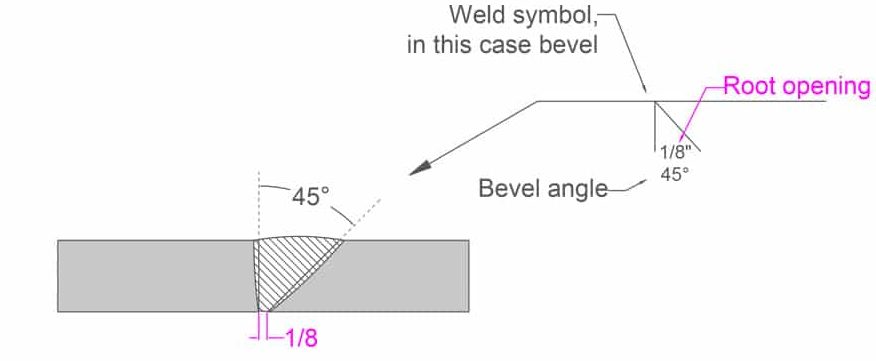
2. Bevel Groove With A Specified Side
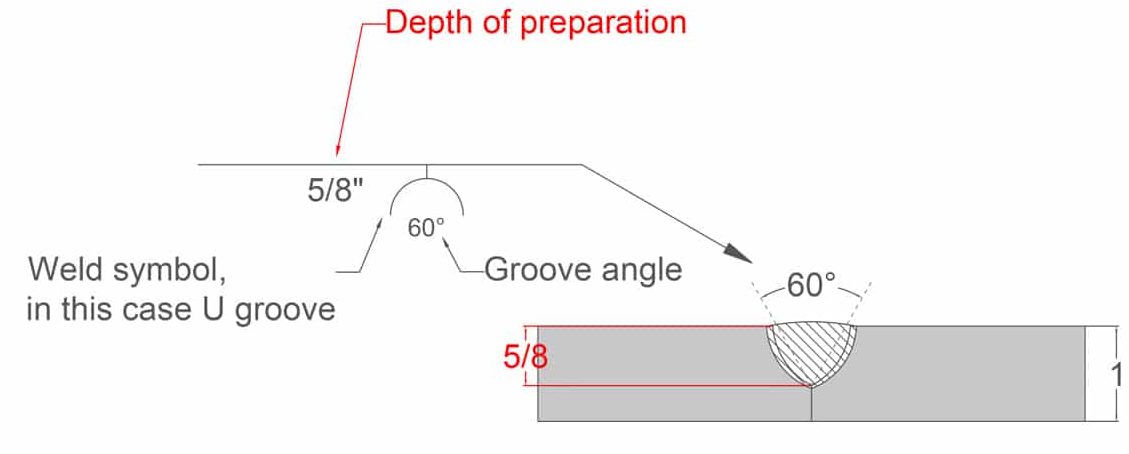
U groove Weld
This weld is less common than the two above but you should know how to read its symbol. It is similar to the V groove weld but unlike the V groove, the U groove’s pieces are to be given a concave treatment. The weld symbol can have all of the elements of the V groove symbol.
1. Simple U Groove Weld Example
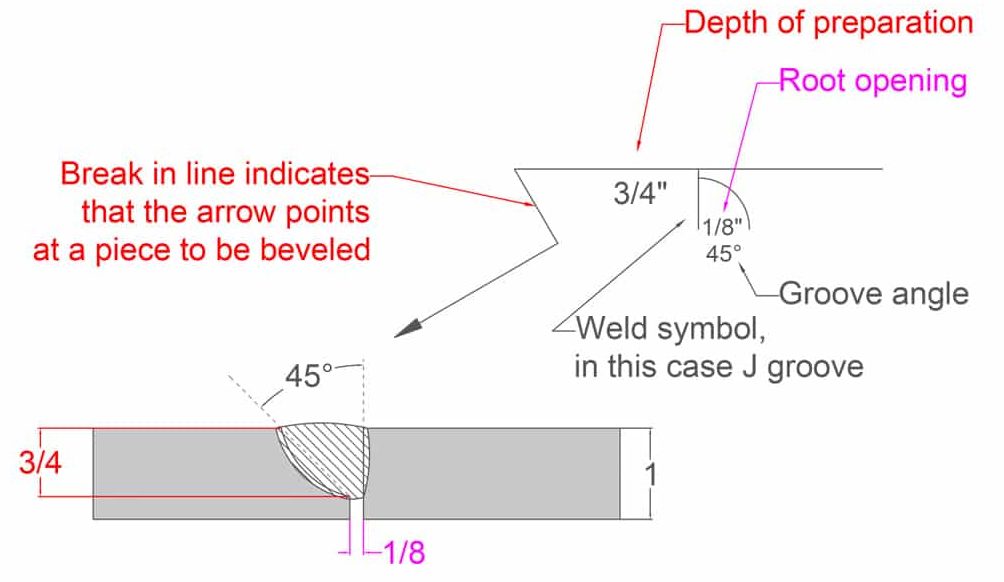
J Groove Welds
The J groove weld is to the bevel weld what is U groove to the V groove weld. It is very similar to the bevel weld. Only one side is treated while the other side is left square. The treated side has a concave treatment and that’s where the J name comes from.
Just like with the bevel weld, the perpendicular line gets drawn on the left side and there is a break in the arrow line if there is a need to specify the side to receive the treatment.
1. Simple J Groove Weld, Side Not Specified
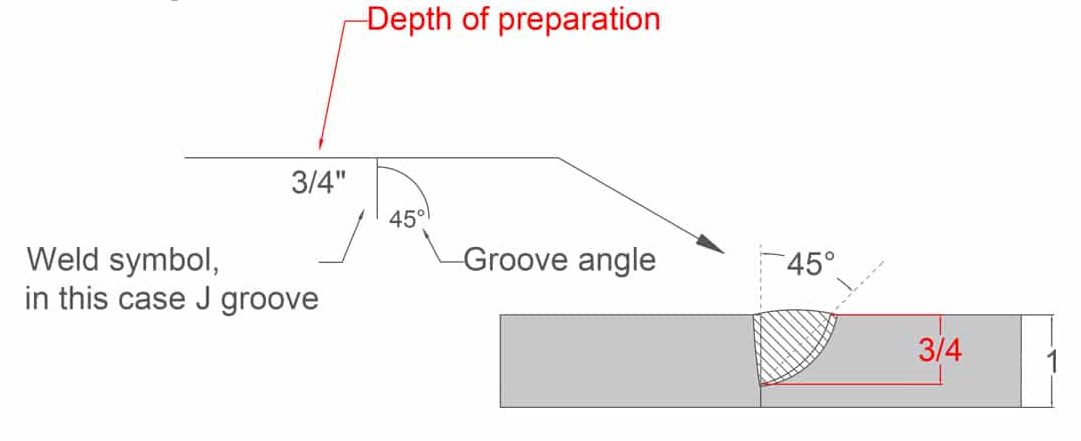
2. J Groove Example Side Specified
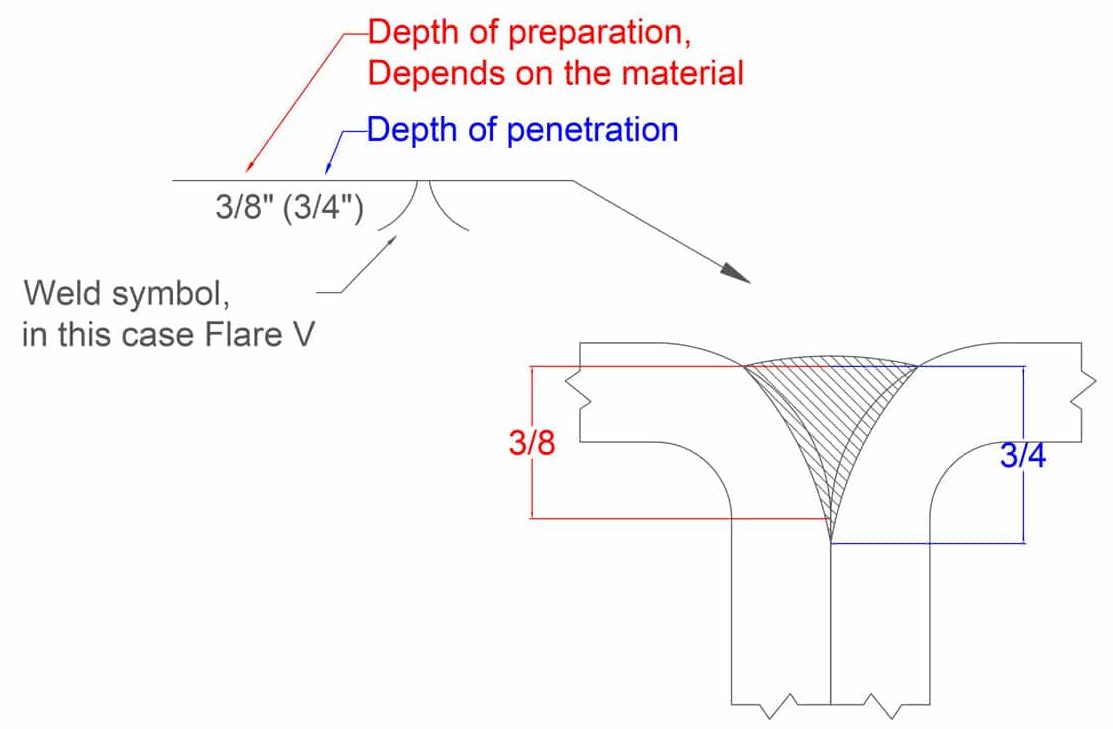
Flare V-Groove Welds
The Flare V groove is most often used to join together two curved or rounded pieces of metal. The “depth of preparation” depends on the metal because this depth is formed by placing one piece to another. The dimension then depends on their dimensions. However, the actual depth of penetration matters the most here and is given as usual in the parentheses.
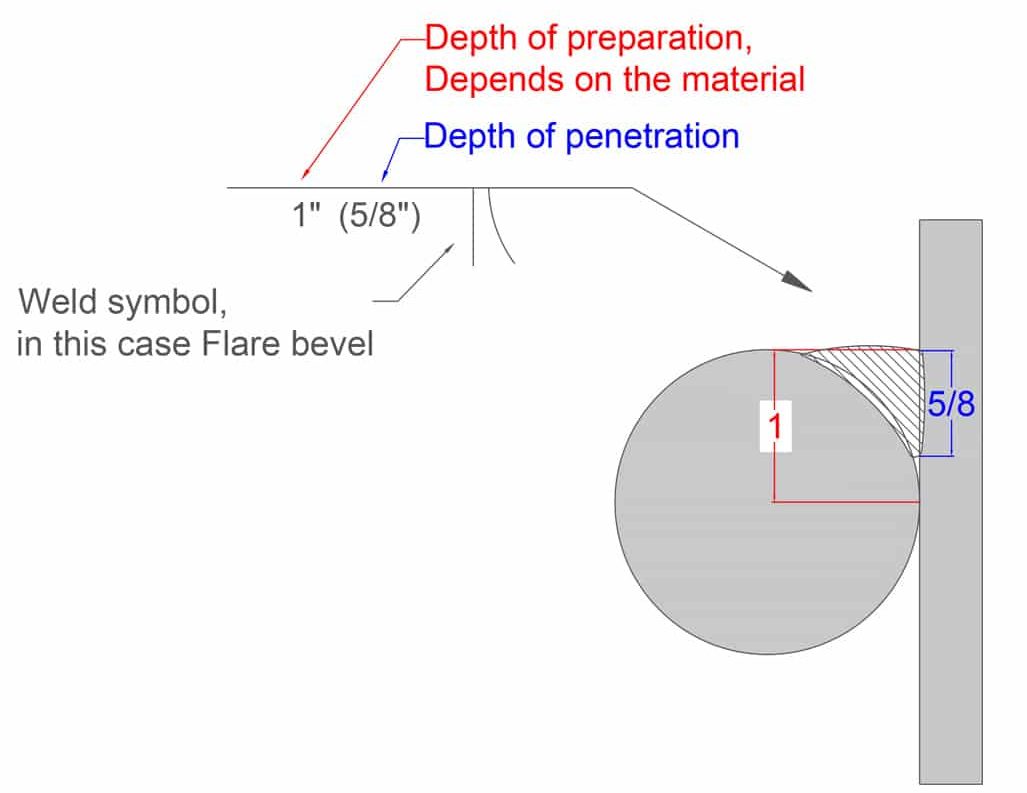
Flare Bevel Groove Welds
This weld is most often used when joining a rounded piece to a flat one. Just like the flare V above, the depth of the groove is formed by the two surfaces with the depth of penetration being the most important metric.
Plug and Slot Weld Symbols
Plug and Slot welds are used to join pieces that are overlapping. One of these pieces will have holes (plug welds have round holes/slot welds have elongated holes). During the welding process, the holes are filled with the deposited weld metal which penetrates and fuses the two pieces to form a solid joint.
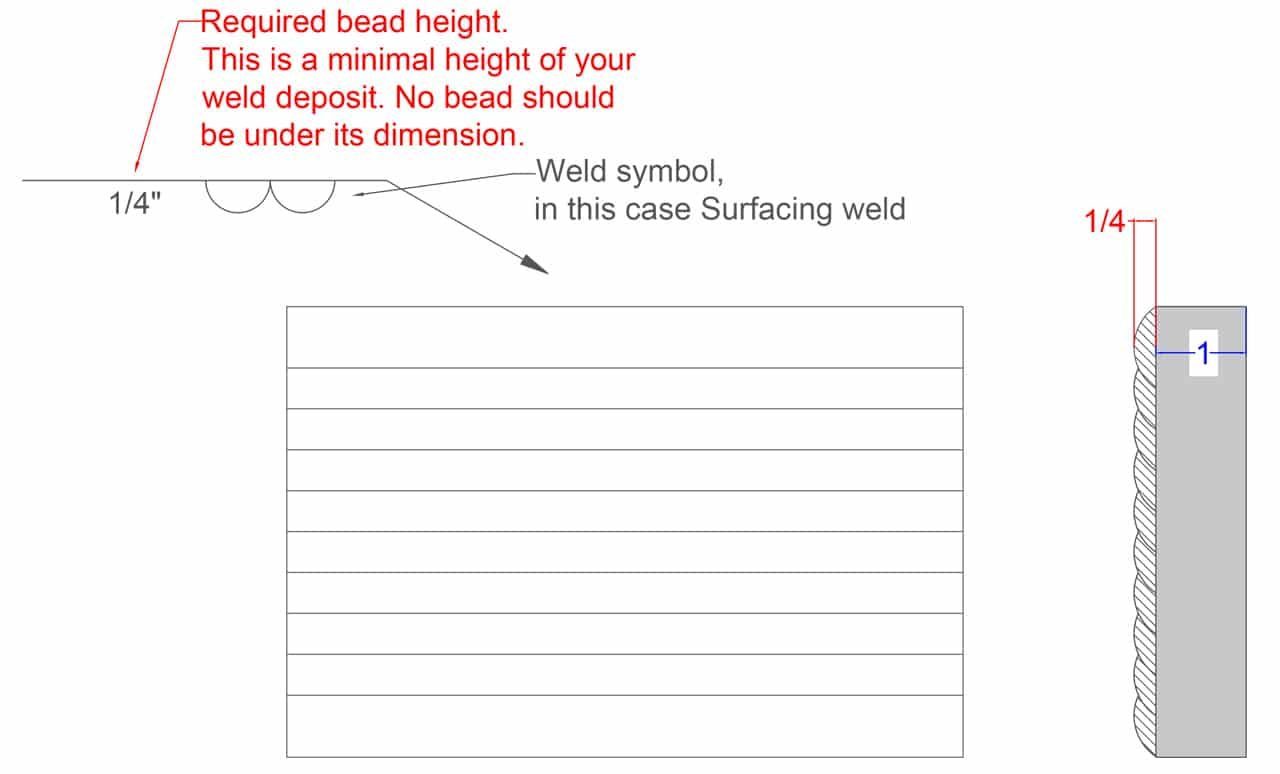
Surfacing Welds
The surfacing welds are used when you need to apply welds over the entire surface of a welded piece (or a part of it). Commonly used to reinforce a piece or to repair the worn-down elements. It can be made using single or multi-pass welds.
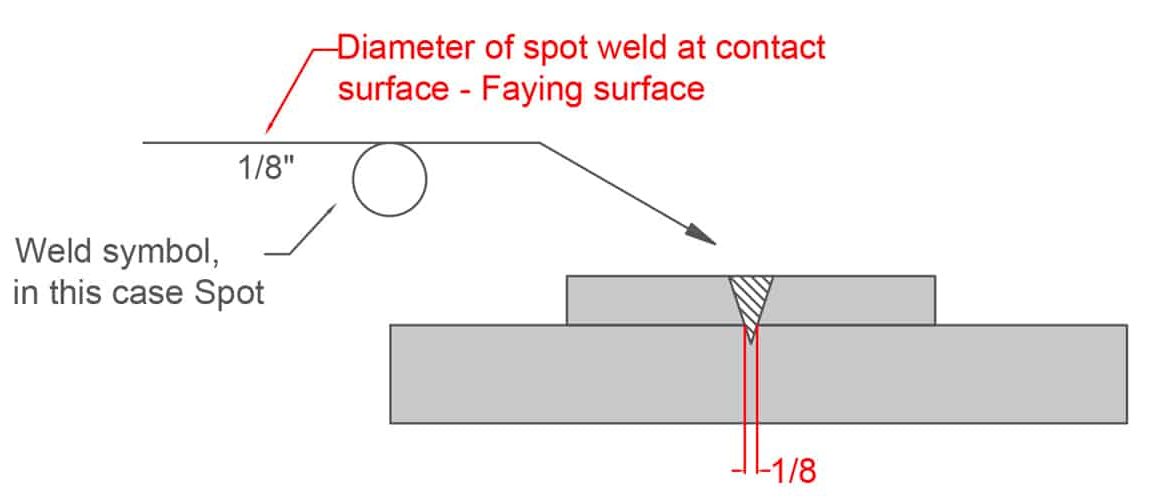
Spot Welds
A spot weld is simply a weld that’s applied to the surface of one joint that will melt into the faying surface creating metal due to high heat input. The symbol is a plain circle that can be centered on the reference line or be placed above or under it.
1. Simple Spot Weld Example
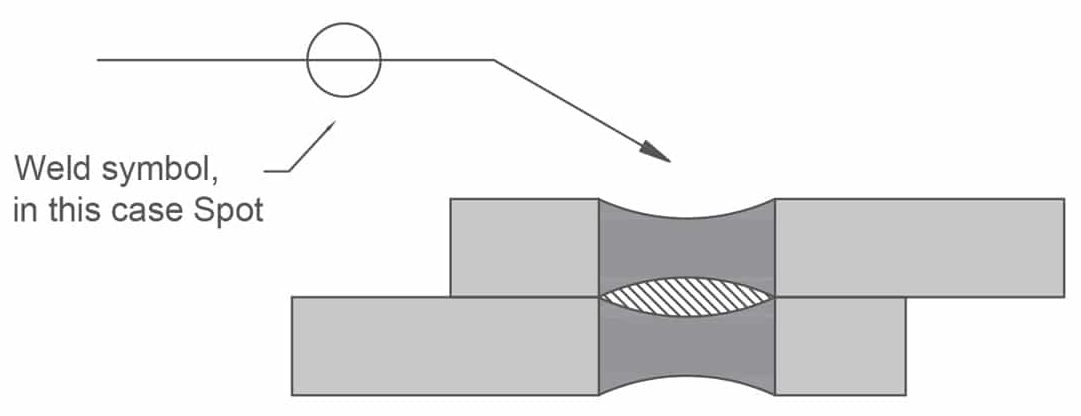
2. Spot Weld, No Side Significance Made Using a Spot Resistance Welder
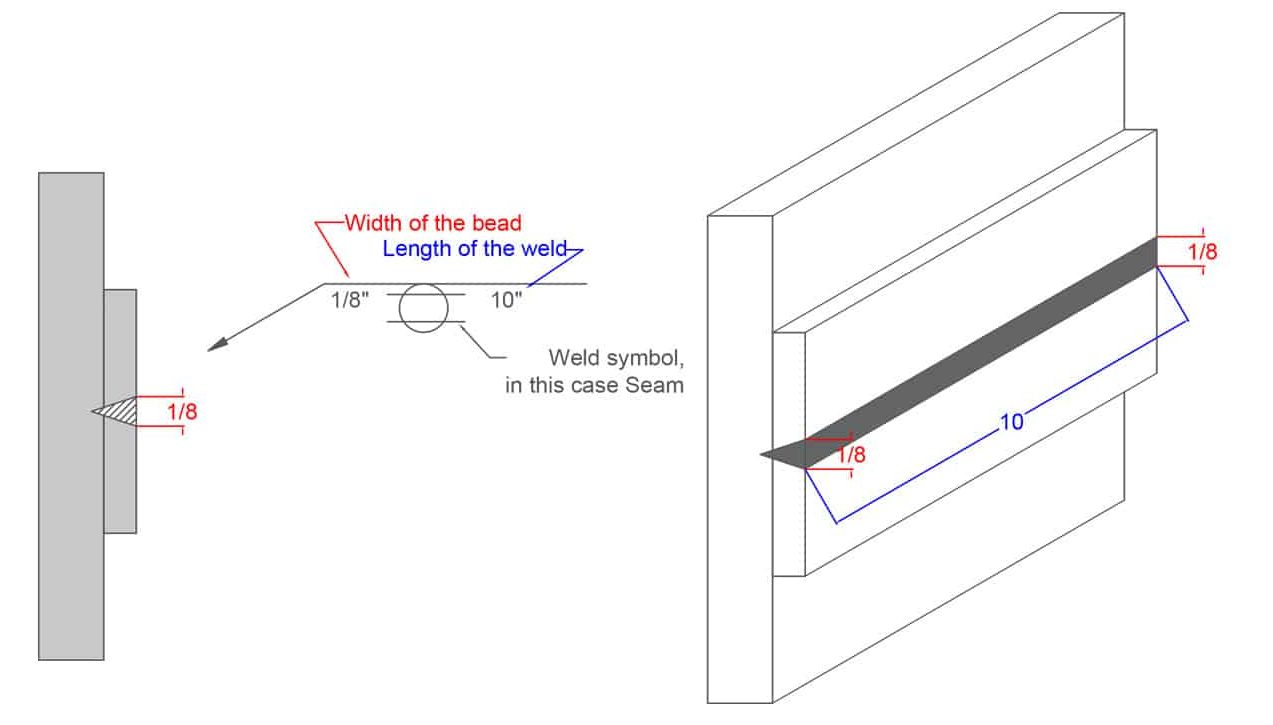
Seam Welds
Seam weld is quite similar to the spot weld with one major difference. It is not concentrated in one spot but is in a linear form.
The weld projects through the top surface and just like with the spot weld, it melts through into the material of the joint beneath it to form a solid joint using a high heat input. Additionally, just like with the fillet weld, in some cases, it can have weld length and spacing defined between welds.
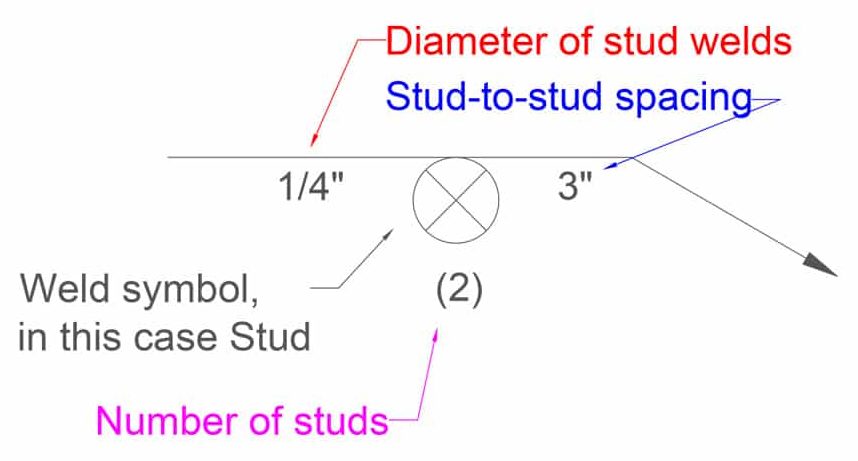
Stud Welds
Stud welds are usually made using a stud welder which is a handheld or a standalone unit. These welds are commonly produced in many welding shops so you should get familiar with the symbol.
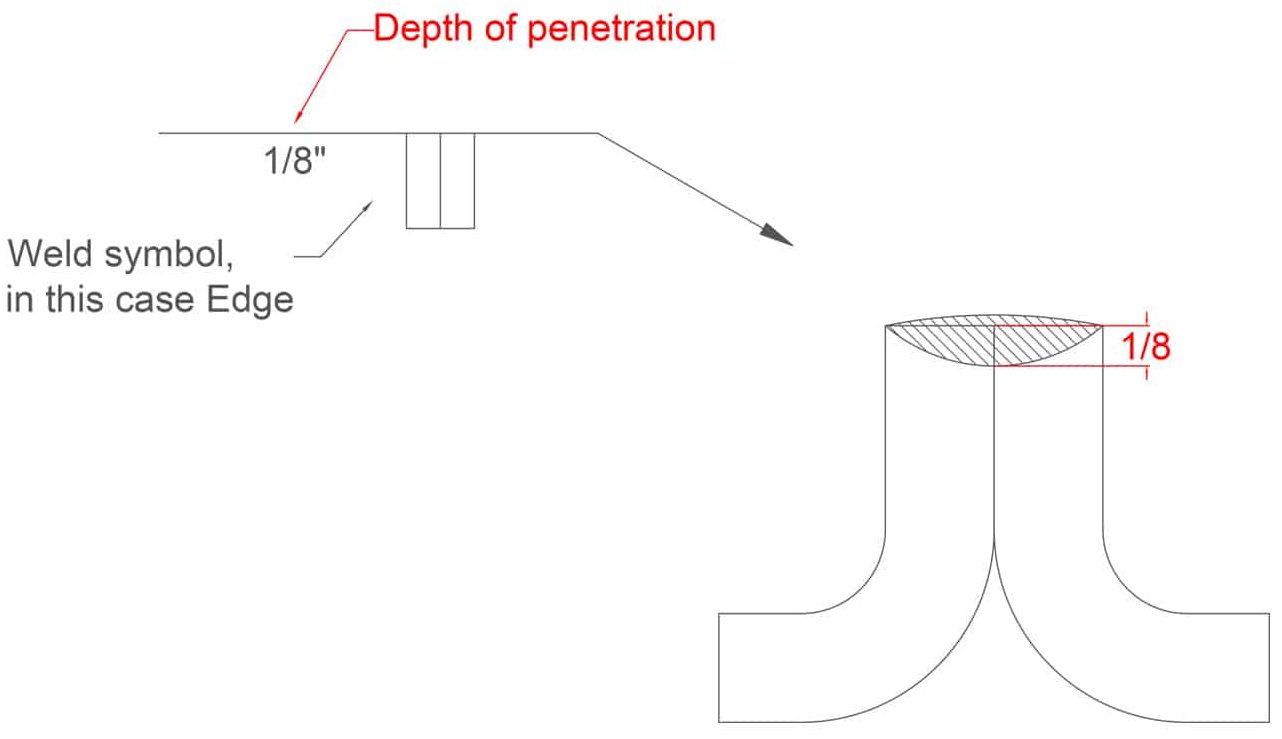
Edge Welds
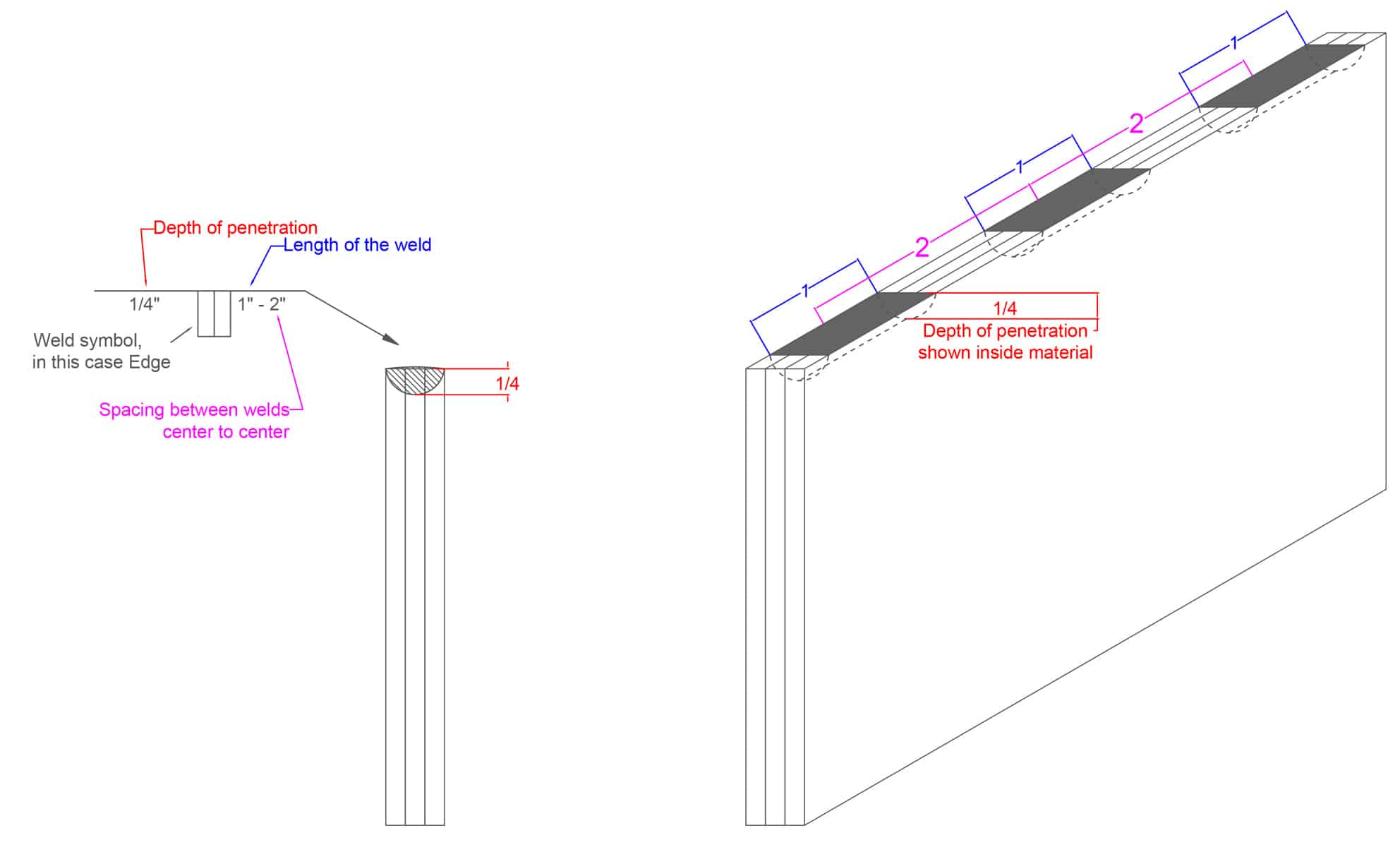
Edge welds are most commonly applied to sheet or gauge metals. They can be used on a minimum of two sheets being welded on their edge or can be used with multiple sheet metals. They have a depth of penetration defined and can have a length of weld and spacing between the welds defined as well.
1. Simple Flange Edge Weld Example
2. Edge Weld Triple Sheet Metal Plates with Length and Spacing Defined
Common Root Pass Issues
Starting and getting a keyhole in the root pass process is just one of the starting issues, but there is more. If you don’t use the proper technique, cleaning or welding settings in the fillet welds can cause slag inclusions, lack of fusion, incomplete penetration, or porosity.
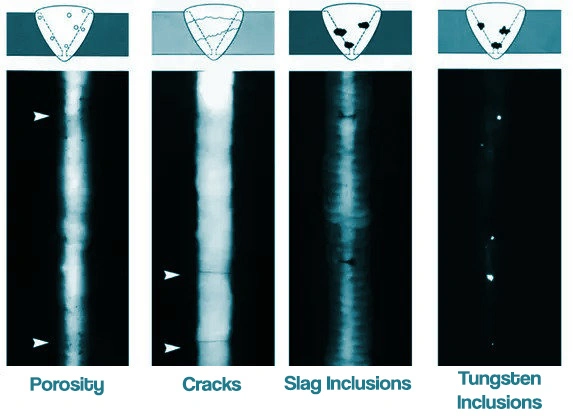
- Slag inclusions are nonmetallic particles trapped in the weld metal, interfering with the properties and integrity of the weld bead. The best part about Stick electrodes is the flux that shields the weld area from defects, but the formed slag can represent an issue on its own. If you don’t clean the slag after the root pass and before applying hot or fill pass, inclusions can appear.
- Incomplete penetration occurs due to the low heat of the power source and fast traveling. As a result, the welding arc doesn’t extend and fill the entire welding joint, so the strength and structure of the weld is defective.
- Lack of fusion results from incorrect parameters, dirty base metal, or improper welding technique. As a result, the deposited metal doesn’t adhere to the base metal, causing a weak weld bead.
- Porosity shows as tiny holes in the welding bead, and it is commonly a result of improper shielding or contaminants. Shielding gas can get trapped in the weld pool, and contaminants such as paint, rust, or oil can interfere with the welding process.
X-Ray Testing Root Pass
At this point, you realized why rot pass is so important. Since there are a lot of issues that can occur in the first pass, weld testing is employed.
Industrial radiographic testing is the best method to check the integrity of the root pass since the rays penetrate the cap and the fill. A radiographic image shows any cracks, holes, or inclusions (either slag or tungsten), of course, if they are present. A good initial pass is bright, and there are no discontinuities.
The weld test procedure calls for x-ray testing once the pipe weld is completed. However, in my experience, you should always visually check the root pass after completion. Sometimes, poor penetration or porosity can be seen right after cleaning the slag.
In certain applications, weld inspectors can ask for radiographic testing right after the root pass. This practice can be expensive in welding thin pipes, and it is not stated by the inspection code. However, it might be required when dealing with extremely thick pipes when removing large amounts, and redepositing the fill could be more expensive than performing x-ray testing twice.
Useful Literature to Help You Understand Symbols
Understanding welding symbols and terms like groove weld symbols can be quite overwhelming for a beginner. Luckily, there are some very useful books and charts that can help you understand it all.
The AWS (American Welding Society) is the best source when it comes to in-depth industry literature. Below are presented two of their top welding books when it comes to symbols and terminology. Every welder should have these books if possible or at least know about them and their contents. Learning what is presented in them will significantly impact your welding performance and in a good way.
1. Standard Welding Terms and Definitions including Terms for Adhesive Bonding, Brazing, Soldering, Thermal Cutting, and Thermal Spraying
This book is very useful for understanding all the technical terms used in the welding industry. its main purpose is to help one understand the basic glossary and terminology used in order to establish better communication.
This book also includes the non-standard terms that are used in the welding industry and all of the terms are arranged in alphabetical sequence.
I can’t even summarize everything that is in the book. You should definitely consider getting it and reading it. You are unlikely to constantly apply this information but having it available on your shelf for easy access is invaluable in the welding trade.
2. Standard Symbols for Welding, Brazing, and Nondestructive Examination
This is a standard that shows certain systems that allow you to understand welding, brazing, and nondestructive examination requirements.
It also includes graphic representations of the systems included.
This is a serious book that is dedicated to symbols only. This publication is created to help in communication between the design, fabrication, and inspection teams. If all parties involved know the extent of the symbols as their job position requires them to and the symbols are well designated then the production process should flow properly.
This book has been evolving throughout the years since its first release in 1958. It is currently in its seventh edition which speaks volumes of how many times it was revised and improved upon. You are unlikely to find a better in-depth manual for standard symbols. A highly recommended book.
3. Welding Symbols Quick Chart
If you are in doubt about understanding the groove weld, the V groove weld, the field weld, or anything else, you can consult the welding symbol chart that provides some of the commonly used symbols and welding specifications for help.
Common Weld Symbols
Learning all the welding symbols may be hard as there are a lot of them. However, you should know how to read a welding chart as it is much more important than trying to memorize all of them by heart. The most important symbols that you do have to memorize are the fillet weld symbol and the groove weld symbol.
You are more than likely going to come across welds on engineering and fabrication drawings. These are a set of symbols that describe the weld, the weld leg size, as well as giving processing and finishing information. The joint is the basis for reference for welding symbols.
Elementary Symbols
Elementary symbols are usually added to the reference line. Their purpose is to indicate the type of weld. You can usually find them marked at the midpoint.
These symbols are combined so as to convey certain configurations. If the symbols are not clear enough, meaning that they cannot provide the information needed, there may be a drawing of the cross-section of the weld with its dimensions. Symbols for double-sided butt welds are drawn on the opposite side of each other.
Complementary Symbols
Complementary symbols exist as additional information. Their purpose is to add info about something like the shape of the basic weld and how it should be made.
Numbers in Welding Symbols
Numbers represent a valuable part of weld symbols. They provide ceratin info placed above and below the reference line. Welds, with the exception of plug and spot welds, come with a length component. It may refer to the length of the entire joint or a certain part of it. But if it refers to the entire length of the joint, then it is not given at all.
The weld width can usually be found on the left of the weld symbol, while the length is placed on the right side. As far as groove welds go besides the weld symbol, length, pitch, and size, info about the depth of penetration, groove angle, root opening, and the degree of beveling on the base metal can be added.
Location of Elements of a Welding Symbol
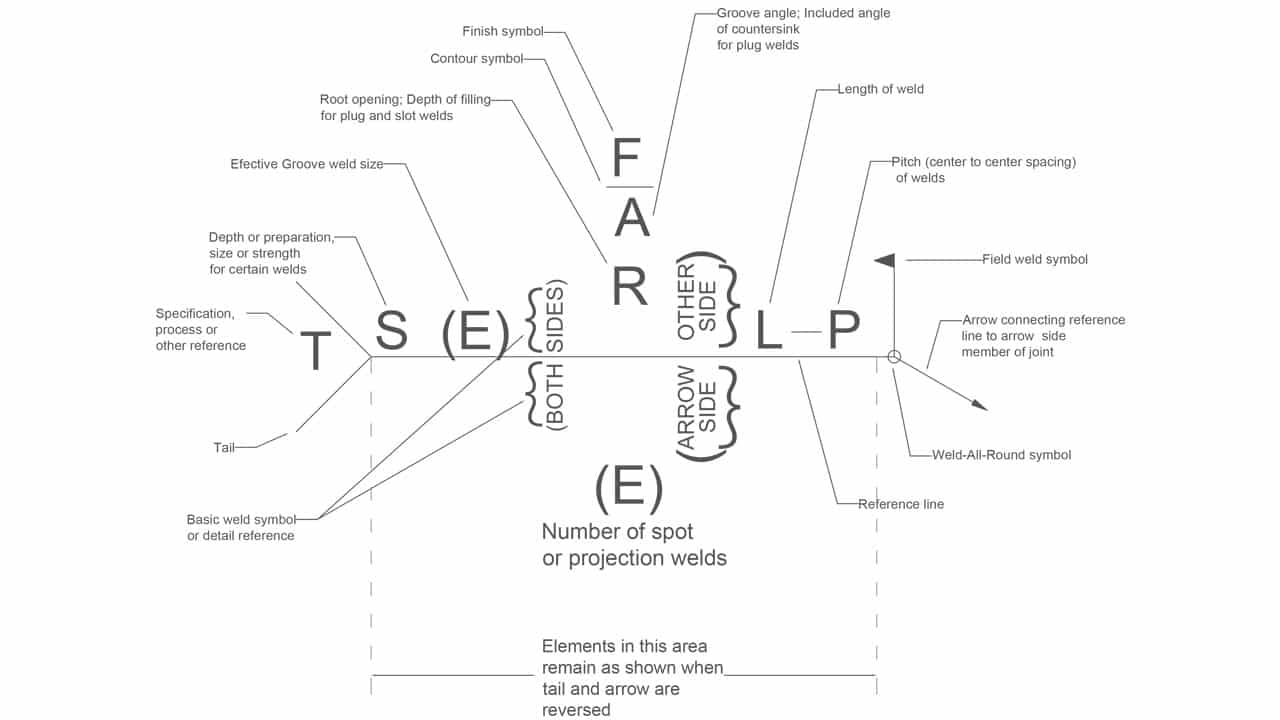
The above image shows how a typical welding symbol may be constructed. This may differ a bit from region to region but this is the way it is done most of the time. This graph is the most important one to have on you when reading the symbols or to memorize what each of its parts means. In time you will memorize all of it and it will be like second nature to you.Now, let’s see what all of the above-shown elements mean:
- The Groove design – There are so many different groove designs that you can use. Any welding symbol is not complete without a specific symbol for what method of joining pieces together you should use. Most of the time you will be working with some type of a groove or a fillet weld but there are other symbols that can be used here too as you will learn soon.
- The Weld size – These dimensions are very important because they are directly responsible for the joint’s ability to withstand the needed load. The S (size) is mostly used with the fillet and groove welds and so is the E (Effective groove size or Effective throat). The size represents the leg size of the weld in fillet welds. It also represents the depth of preparation in groove welds. The E is used to designate the actual depth of penetration in groove welds.
- The Lenght and Pitch of weld L and P – These numbers are not common but there are definitely instances when they are needed. In certain fillet welds, it is necessary to leave some parts unwelded to help with deformation and crack avoidance. That is why the number L specifies the actual welding length and the number P the pitch or spacing between the welds (center to center). This is also used on other types of welds like stud and plug welds but in a bit of a different way. All of this will be shown in detailed examples below.
- Root opening R – This one is rather simple. Root opening is a small gap between two separate metals that you are welding together. This is done in various welds and most commonly in groove welds. Root opening can also have a backing bar that is to be removed or kept after the weld is done.
- Bevel angle A – The bevel angle information tells you what angle needs to be made between the two beveled pieces or between one beveled piece and another that has a straight edge. Or in other words between sides of a V groove (double bevel) or a single bevel joint. It is an important metric that must be done according to the engineer’s demand.
- Contour (presented above the angle number on the symbol diagram above) – This information is given in a graphical form as a straight line, convex or concave shape. It represents the contour of the finished welded bead shape after the manipulation process that produces the desired contour. It is often that two joined metal parts need to be a part of a more complex structure and a weld bead can be a problem. That is why it is necessary to produce the contour the symbol demands. This leads us further to…
- Finishing F – In order to make the desired contour, you will need to know what process to use. Achieving the desired contour is often done just by using a grinder. There is a symbol for that as you will learn later in the article but there are also other ways of getting the contour like gouging or machining and others.
Root (welding technique) — Wurzel (Schweißtechnik)

Pipe root layer in the TIG welding process
is at the the underside of a weld.
Final Thoughts
However, the quality of the final weld bead can be affected by welding parameters, welding conditions, and joint configuration, but the operator’s skills and technique will also matter. Therefore, you will need practice to make things right, and root passes are a good starting point.
")




")